���ߣ�Ԭ����
���V�|ʡ���ļ����WУ��
��ĥ�C���S���ַQ�����ߣ�����ĥ�C���S�е���Ҫ�㲿������ȱ����A���Σ��c�п��S�i���B�������������Σ��b�����S�����������ϣ��������S��������C�������D�ӣ�ʹ���S�߃ȱ������س����d�ɡ�ĥ�CͲ�w�ϵ�ȫ���d��ͨ�^�ɶ��S�i�քe���f�o���S�ߣ��ق��f�o���S���������S���wһ���Ƀ��|���T�F�Ƴɣ������ȱ���t��עһ�Ӿ���һ�����ȣ����ܺ����ܡ��pĦ���ܼ���ĥ�������õİ��ϺϽ������c�ǙCе���ȵͣ������ضȲ����^�ߣ����c�T�F���N�����^�
�P���L�ڏ�����ĥ�C���OӋ�����b���S�Ĺ���������̎����ĥ�C��ʹ���^���г��F�Ć��}�������S�ߵ�ĥ�p�c��������ĥ�C��ʹ���^���н������F�Ć��}������ͱ��������������Ќ�ԓ��}�ķ������w����̎�������c�x�߽�����̽ӑ��
1�����S�ߓp��ԭ��
1.1 ���S���|�����}
���S���|���ĺÉ�ֱ��Ӱ�ĥ�C�Ĺ������ܺ����S�ߵĹ���������
(1)���|�|��
�����Dz��|���}���ڲ�ُ�r�Ѻò��|�P�����ϺϽ����a�����ϺϽ��U�����ϺϽ�ȡ��a�����ϺϽ������a����������R���~��Ԫ�ؽM�ɵĺϽ���һ�Nܛ���wӲ�|�c����S�кϽ��@Ͻ�����m�е�Ӳ�ȣ�С��Ħ��ϵ�����^�õ����Լ��g�ԣ������Č����Ժ����g�ԣ��m���ڴ��͙C���ĸ����S�ߡ����U�����ϺϽ������U���R����������a���~��Ԫ�ؽM�ɵ��S�кϽ���Ӳ�ȡ����ȡ��g�Ծ����a���S�кϽ�ͣ���Ħ��ϵ���^���r����ˣ�һ��H�m�����е��d�ɵ��S�С�������xُ���S�ߕr��һ��Ҫ���a�����ϺϽ𣬷�t�S����ĥ�p�������������͡�ͬ�rҲҪע��һЩ���Ĺ������Դγ�ã��~Ŀ����Ć��}�����⣬һ�Εr�g���ƏV�������S�ߣ�駹P���˽�Ч��Ҳ��̫���롣
(2)���T�����|��
���ϺϽ��ӵĝ��T�|�����T�F���w���T���|�����S�ߵ�ĥ�pҲ��Ӱ푡���Ͻ��ӝ��T��ȱ�ݡ��������Ѽy����Ó���[��������ֲڡ����К�ȣ�Ͷ���\�к���Ȼĥ�p���ӿ죬���������ӡ��Ͻ�ƣ�ڵ�ԭ��ʹ���ϺϽ��Ӕ��ѡ�Ó���ȡ����⣬�����S���T�F���w���ж��l��sˮ����������T���^�����T���a����ס��A�����Ѽy�ȣ����܌�����sˮ���@Щ�ط������S�����ͳ��ٱ������S�߹����棬ʹ���ϺϽ𝙻�����l����p�����п��SҲ���ױ��P�g�������صĕ��ڽ�׃�d�ɵ��������T���Ѽy�Uɢʹ�S�����w���ѡ�
1.2 �������}
���S���c�п��S�i�g�ĝ�������Ҳ�����S�ߓp����ԭ��֮һ��
(1)������
�������x�ò������Ⱥ������Բ��m��ĥ�C�S�ߣ��������S�ߟ������⣬ȱ�͡�©�ͻ��͎�������δ�_��Ҏ���˸ߣ���ɹ��Ͳ��㣬�������S�߹�������Ĥ�����γɣ�����ʧЧ�������ߡ�
(2)���|
���|���ѡ����Ƀ������е��s��҉m�����ϵȕ��M�����S�߹����棬��ʹ���^��ĥ�p�����߶�������ϵ�y�Ĺ���Ԫ��ʹѭ�h��·����ͨ�����Ͳ��㣬��ʹ�S�ߓp������˝�������ý��^�^�V���ټ������䡣
(3)����ϵ�y����
����ϵ�y���ό����S�ߟ������磺����ϵ�y���X݆�ͱã�Һ��Ԫ�����^�V���ȓp�Ļ���F���ϕr�]�м��r��ȡ��Ч��ʩ��ʹϵ�y�����pС���Д�������S�ߟ�����
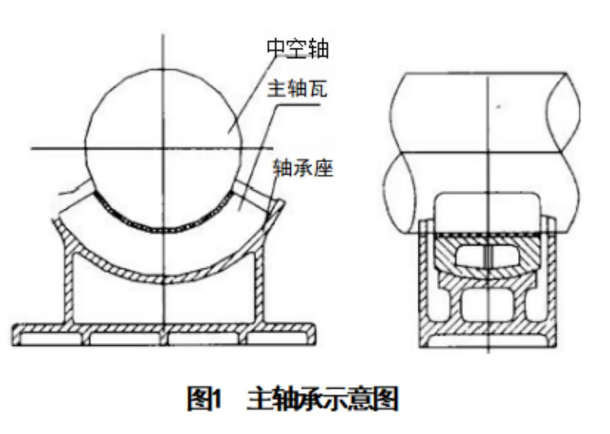
�е�ĥ�C���S�Н�����ͨ�^�������Ĺ����w����Ȧ���ϵĝ��������Ͳ��У��Ͳ�ͨ�^����С�����ܵ��п��S�ρ팍�F�ġ������������ĥ�pÓ�䣬�S�ߕ���ʧȥ�������������@�N��r�£��Ɍ��������Ĺ����w�۱��m���Ӹߣ�����߹������ķ����ԣ������ϲ������_���c�����w���g϶�m���sС�����C����λ���á����⣬���ڙz��������͎���Ȧ����ֹ����䡣
1.3 �b���|�����}
(1)���S���c��S��������|�����}
���b�r��һ�㶼Ҫ�����S���c�п��S�S�i����У�ͨ�^�������S�߶���ܵ��ε����ƔD�͉������ã�����M��׃�ñ�ԭ���o�ܣ�����ֲڶȺ�С�����@�úܸߵijߴ羫�ȡ����|���Ⱥ��Πλ�þ��ȡ�ͬ�r����������S�߱����γ��˱��^������\���ӣ����������õĴ��͗l���������˝�����r���������|�����ӡ��S�߱���ֲڡ����|���c�ֲ����������|���c����ʹ���S�߾ֲ�ĥ�p�ӿ죬�������ߡ�
��ˣ������|����������P�����к���Ͻ��|���c�ķֲ��^������һ�l�B�m�Ľ��|�������c�g���>5mm,�ґ�����ֲ����Sĸ���²���ȫ�ߌ�����H���κ�һ߅����H�����g���|������c�ֲ������t���^�m������ֱ���_��Ҫ���ֹ��
(2)���S���������c�S�������������Ͻ��|���}
ĥ�C�\�D�r���� ��Ͳ�w�İ��b���Ȼ������ص�ԭ��a���϶��^��ʹ�ɶ��п��S�N��������S�������D�Ӳ��`���ʹ�S���c�п��S���|�������������ڿ�Ͳ�w�ȵ�һ���h�Ηl���ϡ��@�r���|���Mխ���ֲ�������ܵĉ����s������ӣ������Ͳ����M�룬����ֲ�����ĥ�p���^�ᣬ��Ȼ��ɰ��ϺϽ��ۻ�����������˰��b�r���S���������c�S�������������Ͻ��|��횇�����P�����C�_�����P�İ��b�|�����gҪ��Ҫ��������|����������|���Ǒ���С��45°,���|���c�ķֲ��������B�m���g����������5mm��
1.4 ��sˮ����Ȇ��}
ĥ�C���S���ڹ����r��ĥ�ȵğ����ϼ�����w�������S�Ђ��ᣬͬ�r���п��S�i�c���S�߽��|��Ħ�����a���������m�S�б���ͬ�rҲ���܇����gɢ�l�������������Ե���ǰ�ߣ������ķe�ی������S�ߵĜ����������ϺϽ�����S�����ض�һ��Ҫ��<70��,��������ضȳ��^��ֵ�����װl�����ߣ���˱�����ߟ�����ꇵ͜ضȡ���õ���s������ˮ��s��ֱ����ˮ���S�ߵăȲ����џ������ߡ�����sˮ���㣬�����ڹܵ��������P�g��ԭ��ʹ��sˮ����ͨ�����ܼ��r�џ������ߣ����������S�ߜ����^�߶����������⣬���Ϝض��^�ߣ����S�߷e�۵ğ����������ߵğ�������ĥ�C�^�d�����������S�ߵĹ���ؓ�ɣ������ض����ߣ�Ҳ��������S���^��p����
2.�ޏͷ���
�z�����S�ߵēp���̶ȣ���ȡ����̎��������
������S�߇��ؓp����ʧȥ�ޏ̓rֵ���t��횸��Q���S�ߡ�
������S�߰��ϺϽ��pĥ�p��һ��ɲ���ֱ�ӹ��еķ���������
������ϺϽ�ĥ�p���^���أ��ɲ������ɷN�����ޏ͡�
(1)�����ϺϽ����mĥ�p���������5mm���ϕr�������f�Ͻ����Ϛ⺸�Ѻ����ϺϽ�Ȼ���ټӹ��������ޏ͡������Ҫ�c�У�
�������S�߱��档�ùε����S�߱����џ��ۻ�ĥ�p�İ��ϺϽ������Ƀ���ֱ��¶�����ٹ�ɞ�ֹ�������ͻ�A����Һϴȥ��������ۡ�
�ں�ɵă��������Ϳ��һ���Ȼ��\���܄���
���S�ߵײ�������sˮ���У���ֹʩ���r�S�ߵײ��ܟ�׃�Ρ�
�x�õĺ��l�ijɷ֑��cԭ���ϺϽ�ijɷ�������a���ĺ������ȼs5mm~10mm,���2mm~3mm�����ӷ���ƽ�����S�߶��棬�ɶ����a�����Ͻ����A���s1mm�ӹ�������
���C�ӹ���������P���gҪ���c�п��S��Ρ�
(2)������ϺϽ�ĥ�p���أ�����¶�����F������ȥ���ϺϽ��f�r�������T���ϺϽ������Ҫ�c�У�
�����S�ӟ����s300��,ʹԭ���ϺϽ��ܻ���
��䓽zˢ��ɰ������S�߱��������Ƥ���۹��ȣ�ֱ��¶�����ٹ�ɡ�
��10%~15%�����ϡ�}����ϴ����Ȼ���M��ˮ�_ϴ�ͺ�ɡ�
����������S�߃ȱ������һ���a����ʹ���ϺϽ�ճ���ι̡�
��ע���ϺϽ𡣌���ģ����ģ䓰塢�S�ߵ��b�ò��A����250~350��,ע����p϶̎���ܷ��Է�ֹ���ϺϽ���Һ�ڝ�ע�r©���������ϺϽ�ӟ����� ȫ�ۻ�(�s300~400��),��ע�r��ʹ���ϺϽ���Һ�� ��ģ��A�������£��ȿ��ų��՚⣬�ֿ�ʹ�s�|������Һ���棬ֱ�����M��ֹ����ע������s��80~ 100�淽��ȡ���S�ߡ�
������wԭ����C�����У�
 �֙C�پW
�֙C�پW
 �پW
�پW














