ͬ�S���ǙCе�aƷ�z�y�г�Ҋ��һ�N��λ�����Ŀ��
ͬ�S���Ƕ�λ�����һ�N,��Փ���_λ�ü�������S�������ڱ��y�S���������S���IJ�ͬ�c�����ڿ��g���������ϳ��F,���乫���һ�Ի����S�����S���ĈA���w,����ֵ��ԓ�A���w��ֱ��,�ڹ���ֵǰ����ע��̖“”��ͬ�S�ȹ������Á�������Փ�ϑ�ͬ�S�ı��y�S���c�����S���IJ�ͬ�S�̶ȡ�
����Ҏ�t�S����,һ��ɲ���V��֧�ܡ����ӸܗU�ٷֱ���ƫ�[�x�Ȍ��Ùz���M���o�߁�z�yͬ�S��;�������w������,һ��ɲ���о�S�ӸܗU�ٷֱ������ÈA�ȃx��z�yͬ�S�ȡ�������һЩ�����㲿��(��C�����S��)��Ҏ�t�S�����Լ����w����IJ�Ҏ�t�ȿ�,���ó�Ҏ�����y��ͬ�S�Ȅt���y���F��dz��韩��
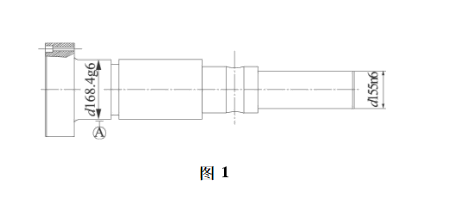
ͬ�S���ó�Ҏ���߱��^�y�y,���ճ������г��Üy�����ӵķ������档�y�����ӵķ���һ������ƫ�[�x�ס�ɂ����Ŀ�����܇���A��,�@�����D���,���ٷֱ�(��ǧ�ֱ�)�Ĕ�ֵ����D1��ʾ,d168.4g6�����A,Ҫ��y��d155n6������A��ͬ�S��d0.05��������ˊA��܇�����P��,��피ⲿ�ðٷֱ��ȴ��������,�ٌ�������d155n6��,�^��˕r�����x����ֵ,����ͬ�S��ֵ��
ͬ�S�șz�y���҂��ڜy�������н��������Ć��},�˕r,�������˜y���C(CMM)��y��ͬ�S����һ�N���e���x��CMM�y��ͬ�S�ȵ�������c�ǟo��D�ӹ���,�o회���о�S����֧��,�o횙Cе����,ֻ���Üy�^̽ᘌ�����ȡ�c�ɘ�,���ɿ���ݔ���y���Y�������������M��ͬ�S�ȵęz�y���Hֱ�^���ַ���,��y���Y�����ȸ�,�����؏��Ժá����^˼�����Y��һЩ�P��ͬ�S�Ȝy���ă��ݡ�
1���P�ڻ���
ͨ��,������һ�����д_�������ֱ��,���������Ɍ��HҪ���_����,��һ������Ҫ�ء�������Ӌ�㷨����С���˷�,�@�����Ӌ��C�����ԄӸ�����ʽ�M��Ӌ��,���^����,�������χ��˵�Ҏ��,����������С�l�����u��ԭ�t�������˽��������S��,��ͨ�^�ɼ�һ���������c,Ȼ����һ����Ӌ�㹫ʽ���u�r����,���ɼ����c�M��̎��,��K����һ������Ԫ�ء�
a)����ɼ����c��̫��,�����ܺ�ȫ��ط�ӳ���y�A���Č��H����,��ֱ��������ʸ�����A�����`���,�Ķ�,�Դ˽����Ļ��ʌ��c���HҪ�ص������S����ƫ�x,�Ķ����±��yԪ�ص�ͬ�S���`������,�@����ͨ�^�D���ı����������ġ�
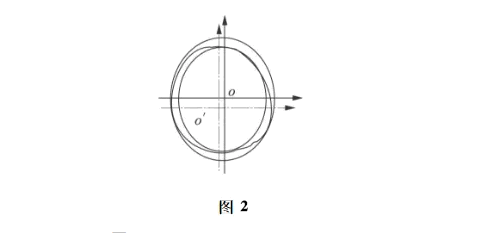
b)����һ������,������Ԫ�ص��Π��`��,�������`���^��r,���a���ܴ��Ӱ푡�һ�������ڲɼ����c������,����A�����`���,�t��ζ��ÿ����һ���c,Ӌ��CӋ�����ɵĈA���S������ʸ�����cǰ�߮a�����ƫ�x,�ɴ�,�ف�y�����yԪ�ص�ͬ�S��,Ҳ���a���ܴ��ƫ���D2,��һ������IJ��c��r,���Oԭ��������Ă��c,�����˷���,�γ���D2��ʾ�ĈA��O,���������·�45°����ăɂ��c�r,�A�c�����������·��Ƅӵ�O′,�Ķ��S���a��ƫ�x��
c)����,���攵̫��Ҳ��Ӱ푷���ʸ����һ���A�����ֻ�ɼ��ɶ˵ăɂ�����,�t���ܷ�ӳ���g�������r,�Ķ�ʹ���S���a���^���ƫ�x������,�������Խ��,��Խ�ƽ�����λ�á���Ȼ,�ڌ��H�y����,�����ܜy���ܶ����,�������gλ�ú��y�y����
2���������˜y��ͬ�S�ȵķ���
���ڻ��ʈA���c���y�A��(�^��)���x�^�h�r�����Üy��ܛ��ֱ�����,ͨ���ù����S������ֱ���ȷ�����෨��á�
2.1 �����S����
�ڱ��yԪ�غͻ���Ԫ���Ϝy�������M����ĈA,�ٌ��@Щ�A�ĈA�Ę���һ�l3Dֱ��,���鹫���S��,ÿ���A��ֱ�����Բ�һ��,Ȼ��քeӋ����ʈA���ͱ��y�A���������S����ͬ�S��,ȡ�����ֵ����ԓ�����ͬ�S�ȡ��@�l�����S��������һ��ģ�M���S,����@�N�����ӽ�����Č��H�b���^�̡�
2.2 ֱ���ȷ�
�ڱ��yԪ�غͻ���Ԫ���Ϝy�������M����ĈA,Ȼ���x���@�ׂ��A����һ�l3Dֱ��,ͬ�S�Ƚ��ƞ�ֱ���ȵăɱ������ռ��ĈA�ڜy���r��Üy�������A,�������һ�������Ϝy��,�t�y��ܛ��Ӌ�������ƫ����ܴܺ�
2.3 ��෨
ͬ�S�Ȟ鱻�yԪ�غͻ���Ԫ���S���g�����x�ăɱ��������PϵӋ������yԪ�غͻ���Ԫ�ص������x��,�������2���ɡ���෨��Ӌ�������x�rҪ����ͶӰ��һ��ƽ���ρ�Ӌ��,����@��ƽ���c�������ʵ��S�Ĵ�ֱ��Ҫ�á��@�N��r���^�m�Ϝy��ͬ�Ķȡ�
3�����H����
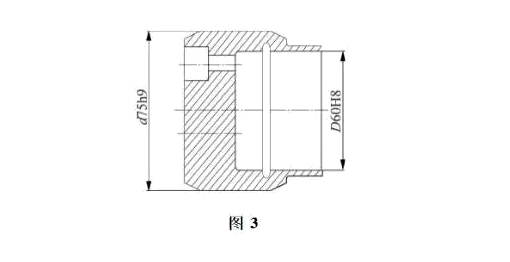
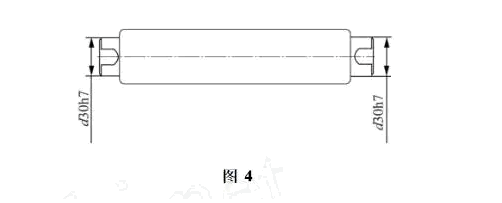
��D3,�ڱ��y���������^�̵���r��,���øĜyֱ���������ͬ�S�ȵ�׃ͨ����������@�N��r���S�ăAб�������b��Ӱ��^С,���S��ƫ�ƌ������b��Ӱ��^��,�y���S��ƫ�ƌ��H�Ͼ��� �y���S���B����ֱ���ȡ����w���F������:�քe�ڃɂ�С�A���Ϝy��n������A,Ȼ���xȡ�@n���A�ĈA�ĔM��һ�l���Sֱ��,ԓֱ����ֱ���ȿɽ������ͬ�S��(ͬ�S��=2×ֱ����)����������Խ��,ԓ����Ч��Խ��,���ҿɺܷ��������һ���C����Ҏ����Cԓ�����Ĝʴ_�ԡ���D4��ʾ,Ҫ��ɶ˲������S����ͬ�S�Ȟ�d0.03,ֱ���քӜy���ɂȈA������ͨ�^����ɈA��,�����S��,����c�S���ľ��x,����2����ͬ�S��ֵ��
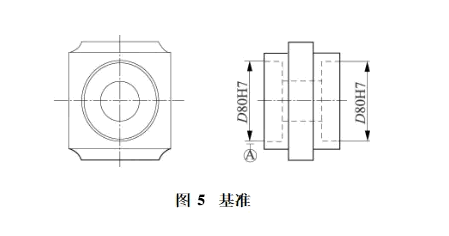
��D5��ʾ,��D80�Ŀ���Ȟ����A,Ҫ���҂ȿ���������ͬ�S��D0102,�˕rֻ�ܷքe�y�^A90B9,A90B180�ɷ���y��,���������S��,���҂ȿ����ʵ�ͬ�S��,ֱ���u�r���ýY����
���������˜y���C�y������ͬ�S����һ헌��`�Ժ����v���ƌW�ԡ�ע�ؼ����ԵĹ���,ֻ�в������`,���|���N��͵Ĺ���,���ܰl�F���}����Q���},���Y��ָ���ԺܺõĜy�����ɡ�
����Դ���y���㘷����
 �֙C�پW
�֙C�پW
 �پW
�پW














