һ��ǰ��
��Aĥ,��Aĥ�� ��Ҫ����Aĥ�����M�У�����ĥ���S�������A������A�F���S����档
ĥ���r�������������D���������ͬ�r���v�������ƄӲ��ڿv���Ƅӵ�ÿ�Ά��г̻��p�г̺�ɰ݆�����������M���M�o���Q��v��ĥ������
�����v����Aĥ����ĥ��A���ķN������
������Aĥ����ĥ��A���ķN������
��1���vĥ��
ĥ���r��ɰ݆�������D���������A���M�o�\�ӣ������_���v���M�o�\�ӡ�
ÿ�οv���г̻������г̽Y����ɰ݆��һ��С���ęM���M�o���������ߴ��_��Ҫ��r���ٟo�M���M�o�ؿv������ĥ���״Σ�ֱ������ʧ��ֹͣĥ������D��ʾ��
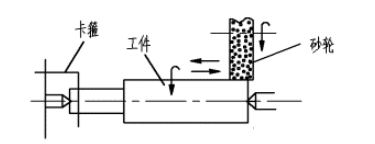
�vĥ����ĥ�����С��ĥ����С��ĥ���ضȵͣ����״Οo�M���M�o�Ĺ�ĥ�г̣��������əC�����������A�ߏ���׃�ζ��a�����`�����ĥ�������^�ߣ�����ֲڶ�С���m���چμ�С�������a�ͼ��L�S�ľ�ĥ��
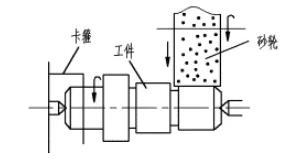
��2���Mĥ��(����ĥ��)
ĥ���r�����������v���M�o�\�ӣ����ñȹ������ӹ����挒(��Ȍ�)��ɰ݆�B�m�ػ��g������^�����ٶ����M���M�o�\�ӣ�ֱ��ĥ��ȫ���ӹ�������
�Mĥ�������a�ʸߣ���ɰ݆���Π��`��ֱ��Ӱ푹������Π�ȣ����Լӹ������^�ͣ���������ĥ������ĥ���ضȸߣ���������׃�κ͟�����ĥ���r��ʹ�ô�����sҺ��
�Mĥ����Ҫ���ڴ��������a���m��ĥ���L���^�̡������^�͵���A�档��D��ʾ��
��3���ֶξC��ĥ��
�Ȳ��ÙMĥ����������A�����M�зֶ�ĥ����ÿ�ζ�����0.01��0.03mm�ľ�ĥ������Ȼ���ÿvĥ���M�о�ĥ��
�@�Nĥ�������C���˙Mĥ�����a�ʸߣ��vĥ�����ȸߵă��c���m���ڮ�ĥ���ӹ������^�����^�õĹ�����
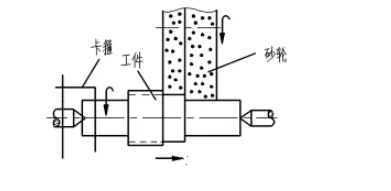
��4����ĥ��
��ɰ݆��һ���⾉���F�λ��A���Σ��x���^С�ĈA���M�o�ٶȺͿv���M�o�ٶȣ��ڹ����_һ���г��У��������ļӹ�����ȫ��ĥ�����_���ӹ�Ҫ��ߴ硣��ĥ�������a�ʱȿvĥ���ߣ��ӹ����ȱșMĥ���ߡ�
������ɰ݆�^���s��ֻ�m�ϴ��������a�������^�õĹ��������ұ��ӹ���ɶˑ����^��ľ��x����ɰ݆������г���
�����vĥ��ĥ����A���E��
a.���әC���ͱ�늙C��
b.����ɰ݆늙C��
c.���ӿ����M���y����ɰ݆�����ƽ�����������sҺ��
d. ���ӹ����_���v���M�o�\�ӣ��u�M�o��݆��ɰ݆�p���|�������棻
e.�{��������ȣ�
f.���M��ԇĥ��߅ĥ߅�{���F�ȣ�ֱ�������F���`�
g.��ĥ��ÿ�������0.01~0.025mm��
h.��ĥ��Ҏ���ߴ磬ÿ�������0.005~0.015mm��
i.�M�й�ĥ���o�M���M�o��ֱ������ʧ��
j.ֹͣ�C�����z����
����Դ�����P���g��ԃ�ˣ�
 �֙C�پW
�֙C�پW
 �پW
�پW














