�����A
��������F��늏S��
һ�����N��Ϸ���
1���g϶��ϣ���ָ���ϵĿ��c�S���ڽo��������ȣ��Č��H�ߴ翂�Ǵ����S�Č��H�ߴ磬����֮�g�����g϶���܉��ӣ�ͨ���ѿ��c�S�Č��H���~�����g϶����������ʾ��
2���^����ϣ������^ӯ��Ϻ��g϶���֮�g����ָ���ϵĿ��c�S���ڽo���Ĺ�����ȣ����������^ӯ��Ҳ���������g϶��Ҳ�����f�����^ӯ�����Щ�����g϶��ϾoЩ�����ܻ�ӡ�
3���^ӯ���: ��ָ���ϵĿ��c�S���ڽo��������ȣ��Č��H�ߴ翂��С���S�Č��H�ߴ磬����֮�g�]���g϶�����ܻ�ӣ�ͨ���ѿ��c�S�Č��H���~�����^ӯ��o�ȣ���ؓ����ʾ��
�������N��ϵ��b�䷽��
1���g϶��ϣ�һ�㲻��Ҫ���߿���ֱ���b�䣬ע���g϶�ߴ硣
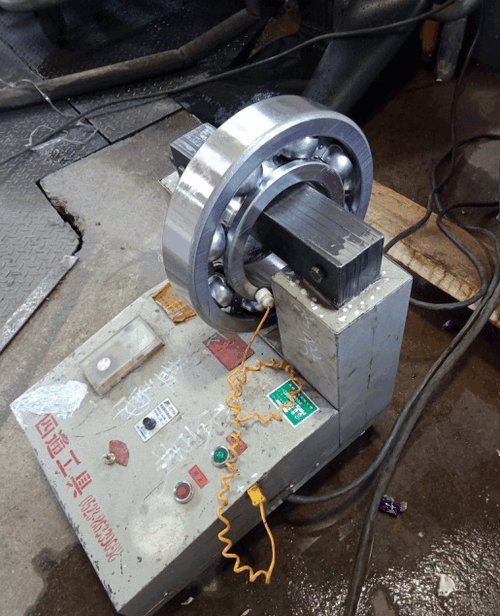
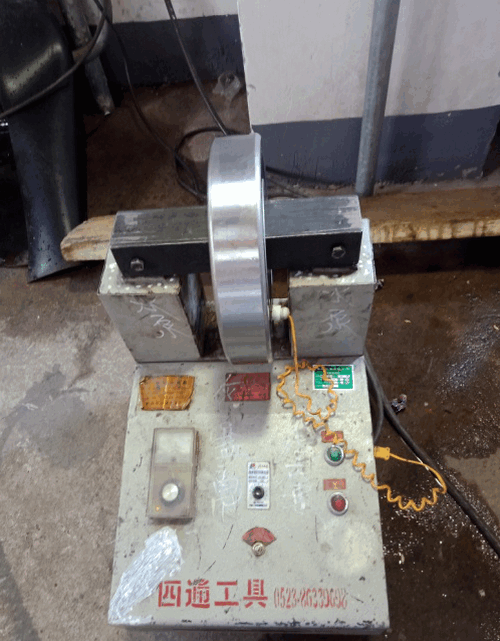
2���^����ϵ��b���У��˹��N�����������ܛ���ٻ�Ӳ�|�ǽ��ٲ��������o�r�|�����b�������Ϳ�C�͝������������C���뷨���S�мӟ������b�������ضȿ�����200�z�϶��ԃȣ���
3���^ӯ����b���У�
a.������Ϸ����˷N�����ɷ֞��N�����͉����C���뷨�ɷN���N�����ɸ�������Ĵ�С���^ӯ��������L���^�̡�����С��μ����a�����أ������N����N����������b�䣨�N�^����ֱ��������棩���É����C���뷨��߂��O�䣬�^��ֱ���ľ����ô�λ�ĉ����C���@�N�����m��������^ӯ�������ϡ�
b.��Û��Ϸ������Dz��ҟ��b�ķ������������^ӯ������^ӯ�B�Ӽ����b�䡣���ӟ�ضȿ�����200�z�϶��ԃȣ���
c.��s��Ϸ������Dz������b�ķ����������c���տs���^С��һ�������^ӯ���^С�������������������Ƶ��^ӯ��ψ��ϡ�
d.Һ���Ϸ�������Һ���ķ���ʹ����Û���S�տs�M�b�^ӯ��ϼ������ʹ�Ì��ù����M�У�����ϼ���ϲ�λ����Ҏ���������F�ο��c�S�����ڿ����O���ܷ�Y����߅�Ӊ�߅�������M��
������wԭ����C�����У�
 �֙C�پW
�֙C�پW
 �پW
�پW














